为了给您提供更全面的<淮北> 本地 管线管焊管用心提升细节产品信息,我们上传了最新的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:<淮北> 本地 管线管焊管用心提升细节的图文介绍
鹏鑫钢铁有限公司是集研发、生产、销售、服务为一体的企业,拥有先进的 淮北无缝钢管、技术优势、员工队伍以及完善的售后服务体系。公司生产的 淮北无缝钢管、遍布全国各地,以其品质赢得广大客户的信赖和好评。 在新的形势下,鹏鑫钢铁有限公司始终秉承“质量、用户、信誉”的经营宗旨,坚持“科技兴厂、以人为本”的战略方针,在注重实践与探索的同时,不断追求 淮北无缝钢管、产品创新、服务创新,致力于为海内外客户提供的产品和的服务。



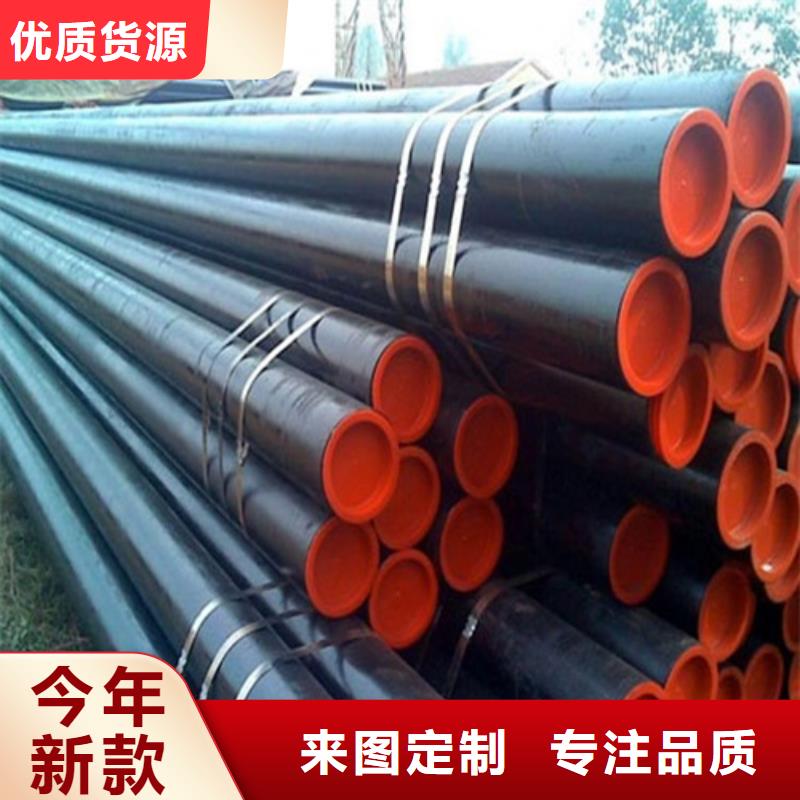
X60管线管用于石油、天然气工业中的氧、水、油输送管。 X60管线管概况: 标准: API SPEC 5L——美国石油学会标准 GB/T9711——中国 标准 硬检检测 X60管线管表面热处理分为两大类,一类是化学热处理,一类是表面淬火回火热处理,其硬度检验方法如下: 【1】X60管线管化学热处理 ---化学热处理是使X60管线管表面渗入一种或几种化学元素的原子,从而改变X60管线管表面的化学成分、组织和性能。经淬火和低温回火后,X60管线管表面具有高的硬度、耐磨性和接触疲劳强度,而X60管线管的芯部又具有高的强韧性。 --- 化学热处理X60管线管的主要技术参数是硬化层深度和表面硬度。硬化层深度还是要用维氏硬度计来检测。检测从X60管线管表面到硬度降到50HRC那一点的距离。这就是有效硬化深度化学热处理X60管线管的表面硬度检测与表面淬火热处理X60管线管的硬度检测相近,都可以用维氏硬度计、表面洛氏硬度计或洛氏硬度计来检测,只是渗氮厚的厚度较薄,一般不大于0.7mm,这时就不能再采用洛氏硬度计了,可以选用显微硬度计。 【2】X60管线管表面淬火回火热处理 ---表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和X60管线管表面硬度有关。这里涉及到三种硬度计。 --- 维氏硬度计是测试热处理X60管线管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是*高的,可分辨出热处理X60管线管表面硬度的微小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。 --- 表面洛氏硬度计也是十分适于测试表面淬火X60管线管硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化X60管线管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理X60管线管进行快速无损的逐件检测。这一点对于X60管线管加工和机械制造工厂具有重要意义。 --- 当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。 --- 维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。 【3】局部热处理 ---零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的X60管线管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。X60管线管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。



管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层清除以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前清除约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。


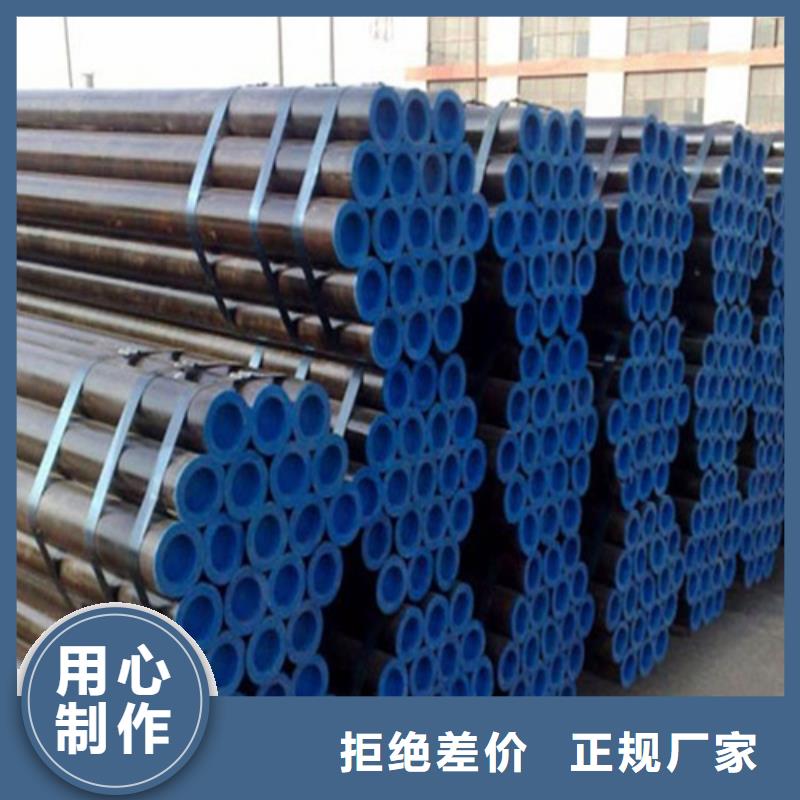
L245N管线管激光切割方法 L245N管线管是用不锈钢铸件或耐磨橡胶精轧管经破孔制成毛管,接着经热扎、冷轧或冷拨制成。L245N管线管光纤激光切割的形式有很多种多样。下面为大伙儿详解广泛的L245N管线管激光切割方法。 1运用数控锯床。数控锯床的特征是伤口齐整方便快捷与施工工地电焊焊接,缺点是效率高太低,也就是比较慢。 2、运用人气力光纤激光切割。特点是快,效率高,缺点是割出入口的表面呈现锯齿形模样,防碍与建筑施工。 3、运用管道行走式自动切割机。运用管道行走式自动切割机的特征是耗费划算,割出入口光滑齐整,经历运用管道行走式自动切割机光纤激光切割以后无缝拼接L245N管线管的不锈钢板材L245N管线管和运用数控锯床的割口沒有较大的区别。







 扫一扫
扫一扫